Cladden of vormgevend lassen
Vormgevend lassen, het opbouwen van materiaal met behulp van laser, is in de kern het blazen van metaalpoeder in het smeltbad van de laser.
Deze technologie staat ook bekend als LMD, laser metal deposition.
Bekend is het maken van onderdeeltjes vanuit een poederbak, het 3D printen, waar volgens een voorgeprogrammeerd patroon de laser het metaalpoeder beweegt en daar een patroon van smelten van het metaalpoeder oplevert.
Deze methode is heel handig voor kleinere onderdelen, of voor het maken van prototypes en werkt intussen heel betrouwbaar, zowel voor kunststoffen als ook voor metalen.
Door in een 3D‐printer laag voor laag het smelten een vast materiaal op laat bouwen, zijn een soms heel complexe vorm mogelijk.
Zo worden complex gevormde koelwater‐, of smeeroliekanalen mogelijk die op een andere manier veel lastiger zijn.

De figuur rechts toont een vanaf een vlakke plaat opgelaste kam. Het oplasproces begon met een smeltbadje op deze plaat, waar vervolgens metaalpoeder in geblazen werd.
De laser beweegt zich over de plaat en trekt een spoor: het begin van de eerste laag van de kam. Aan het eind keert de bewegings-richting om en legt een nieuwe laag op de vorige.
De warmtehuishouding tijdens het lassen is maatgevend voor het resultaat op het einde van de kam. Hier keert de beweging van de laserkop om, verliest even snelheid en het systeem neemt de laser‐energie terug om oververhitting op het omkeerpunt te voorkomen.
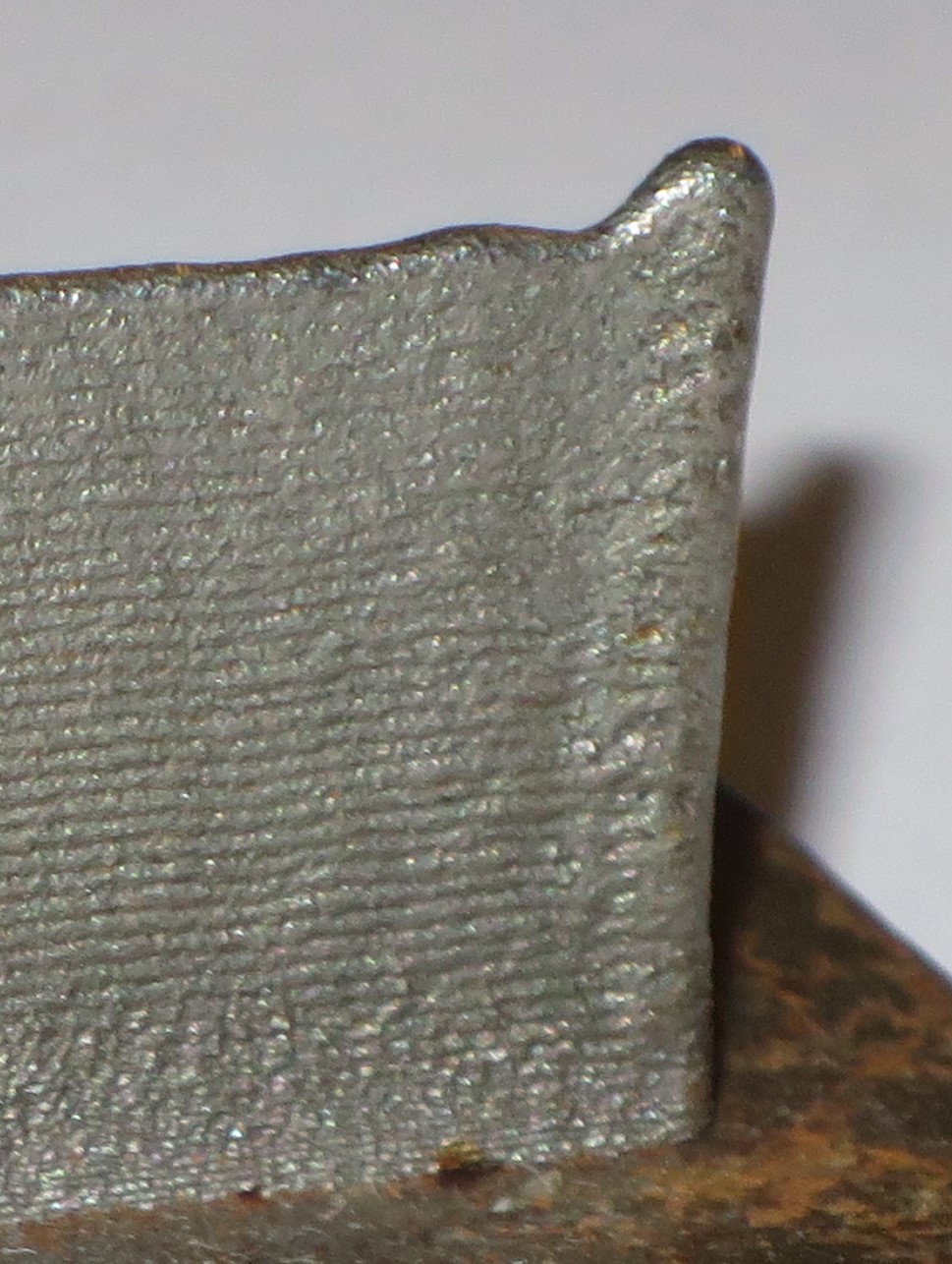
De opgebouwde lagen zijn goed te zien en het omkeerpunt laat daar een kleine verhoging van de kam zien. Het is een stuk eenvoudiger als de beweging doorloopt, bijvoorbeeld in een cirkel, of zoals al is getoond voor reparatie van holle schoepen uit straalmotoren, in een vorm van een vleugelprofiel.
Grote onderdelen zijn als gietonderdeel of uit plaat samengesteld, want het metaalpoeder is kostbaar, zeker bij bijzondere legeringen. Voor een groot werkstuk is gebruikelijk dit of uit plaat samen te stellen, of als gietstuk. Op plaatsen met veel slijtage, of een lagervlak, zijn technieken als oplassen met Inconel, of RVS, of bijzondere harde legeringsmaterialen gebruikelijk.
Een voorbeeld is een tand van een bagger‐emmer.
Robots, met digitaal‐gestuurde laserkoppen, nemen langzaam aan het oplassen naar de oorspronkelijke afmeting over van het handlassen.
Bij veel gebruikte gereedschappen treedt slijtage op.
Met deze techniek is het repareren van slijtage gebruikelijk heel eenvoudig, alleen al door de minimale hoeveelheid warmte die voor het laserproces benodigd is.
De warmtespanningen zijn zeer beperkt en krimpscheuren als gevolg van de snelle afkoeling komen (bijna) niet voor.
Dit proces is niet alleen veilig voor de dure gereedschappen: het is ook zeer nauwkeurig en bovendien een factor goedkoper dan de gebruikelijke reparatietechnieken.
Oplassen van de binnenzijde van een buis of romp, bijvoorbeeld het huis van een extruder, of het oplassen van de slijtage in een hals van een spuitgietgereedschap, zijn al gewone toepassingen.

Oplassen, LMD, of cladden van bijzondere materialen is een methode om bijvoorbeeld Al slijtvast te maken. De foto rechts toont Al met Hastelloy‐randen.
Het zo opbrengen van deze toevoegmateriaal met een laser heeft grote voordelen: de opmenging in de eerste laag, van bijvoorbeeld inconel, is al zo klein, dat de tweede laag meestal al voldoende is voor de gevraagde functie.
Nieuwe projecten ontstaan door automatisering in de productie en begint met (her-)ontwerp. .